what are you looking for?

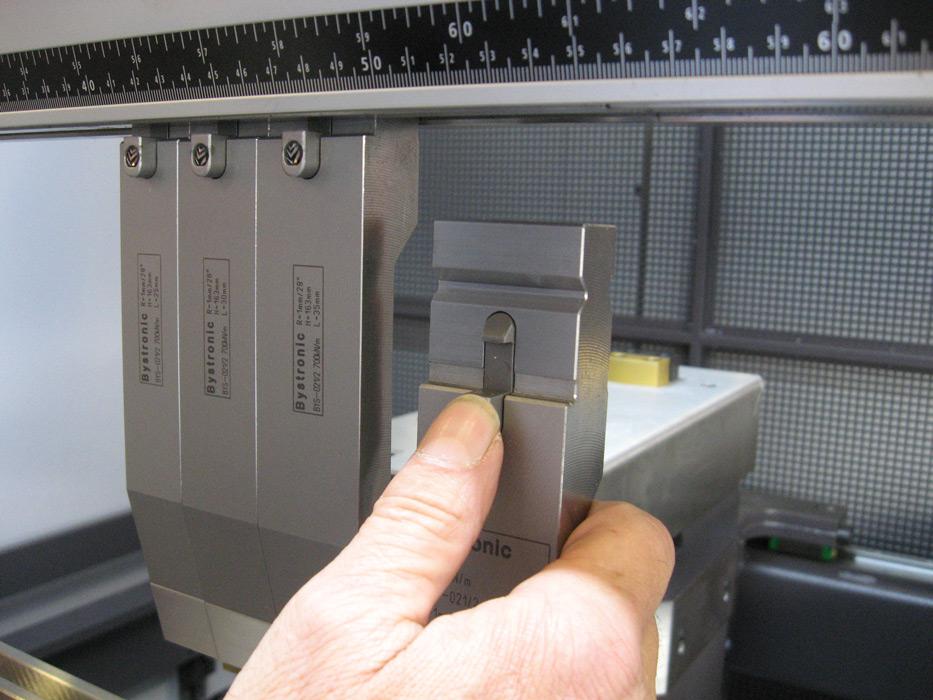
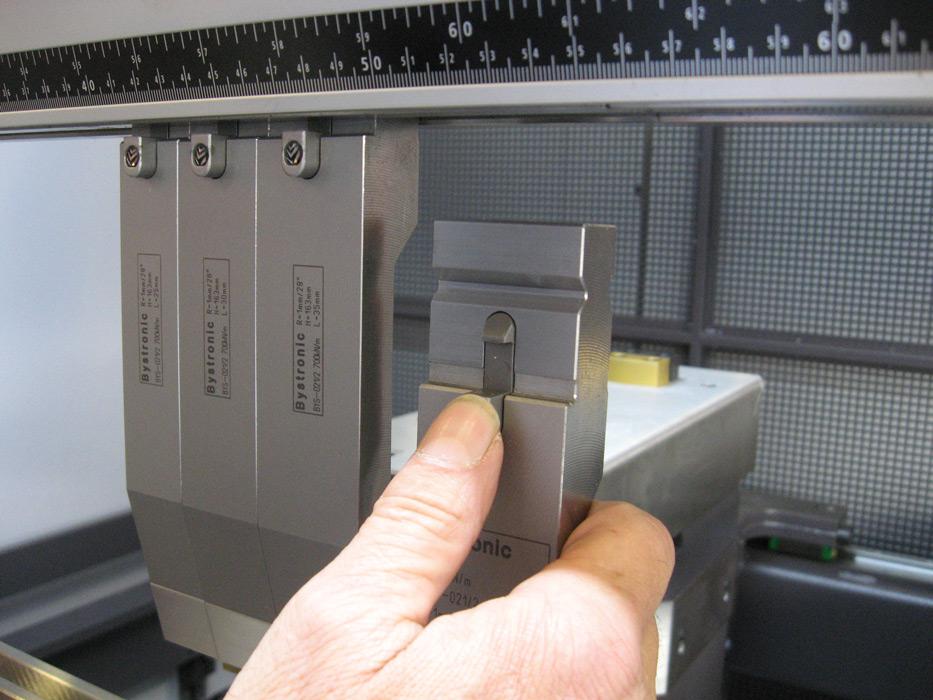
Self-retaining installation. You should be able to load the tools with the ram up. The toolholding system should hold multiple pieces in place until the clamping pressure is applied (see Figure 2).
Self-seating. As clamping pressure is applied, the punches are mechanically pulled up into position. This eliminates the need to bottom the punch into the die during the setup.
Front loading. You should be able to install tools from the front of the machine. This shortens setup time because you no longer need to spend time sliding tools from the end of the press brake. In most cases, front loading also eliminates the need for forklifts and overhead cranes.
Standard sizes. Common-height tools can reduce the need for machine adjustments when changing jobs. Front support arms, backgauge heights, and safety devices all remain at a common position. And because tools are made to the same heights, you can add off-the-shelf pieces and be sure they will match your existing tools.
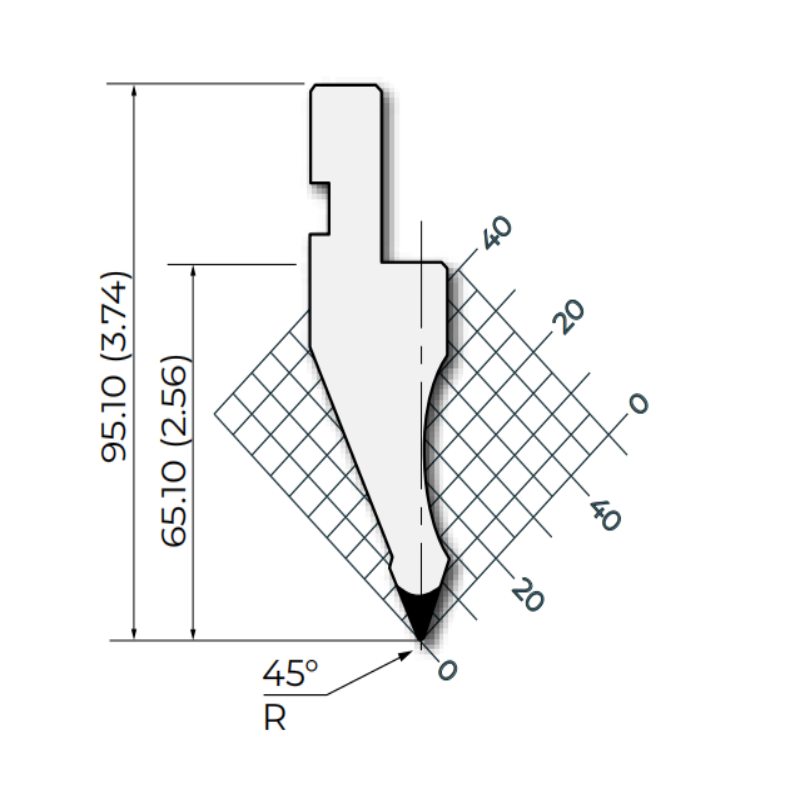
Many high-quality press brake tools are made to metric standards. So a nominal sized 0.250-in. V opening is actually 6 mm, or 0.236 in. Moreover, bends in sheet metal have slightly elliptical corner radii, so you only have to get close to get correct. For simplicity, imperial dimensions are rounded in this article.
Note that the discussion that follows focuses on air bending, and for good reason. The trend is to abandon bottoming or coining and embrace air bending whenever possible. Be aware, however, that not all parts can be produced using classic air bending techniques.
Operators throughout the industry use very different tooling to make parts of similar or identical quality. Plenty of operators make acceptable parts with incorrect tooling because they don’t have access to the correct tooling. They make it work; but “making it work” isn’t efficient or repeatable, and it can seriously hinder work flow. Best practices in tooling selection really should have one elegantly simple goal: to achieve the best-quality parts in the least amount of time possible.







 IPv6 network supported
IPv6 network supported















{kind=link}